Разница между валом и осью. Курсовая работа: Проектирование технологического процесса изготовления детали "Ось" Проектирование специальной станочной оснастки
Валы и оси
План 1. Назначение. 2. Классификация. 3. Конструктивные элементы валов и осей. 4. Материалы и термообработка. 5. Расчеты валов и осей.
Назначение
Валы - детали, предназначенные для передачи крутящего момента вдоль своей оси и для поддержания вращающихся деталей машин. Вал воспринимает силы, действующие на детали, и передает их на опоры. При работе вал испытывает изгиб и кручение.
Оси предназначены для поддержания вращающихся деталей, полезного крутящего момента не передают. Оси не испытывают кручения. Оси могут быть неподвижные и вращающиеся.
Классификация валов
По назначению:
а) валы передач, несущие детали передач - муфты, зубчатые колеса, шкивы, звездочки;
б) коренные валы машин;
в) другие специальные валы, несущие рабочие органы машин или орудий - колеса или диски турбин, кривошипы, инструменты и т.д.
По конструкции и форме:
а) прямые;
б) коленчатые;
в) гибкие.
Прямые валы делятся на:
а) гладкие цилиндрические;
б) ступенчатые;
в) валы – шестерни, валы – червяки;
г) фланцевые;
д) карданные.
По форме поперечного сечения:
а) гладкие сплошного сечения;
б) пустотелые (для размещения соосного вала, деталей управления, подачи масла, охлаждения);
в) шлицевые.
Оси разделяют на вращающиеся, обеспечивающие лучшую работу подшипников, и неподвижные, требующие встройки подшипников во вращающиеся детали,
Конструктивные элементы валов и осей
Опорная часть вала или оси называется цапфой . Концевая цапфа называется шипом , а промежуточная – шейкой .
Кольцевое утолщение вала, составляющее с ним одно целое, называется буртиком . Переходная поверхность от одного сечения к другому, служащая для упора насаживаемых на вал деталей, называется заплечиком.
Для уменьшения концентрации и повышения прочности, переходы в местах изменения диаметра вала или оси делают плавными. Криволинейную поверхность плавного перехода от меньшего сечения к большему называют галтелью. Галтели бывают постоянной и переменной кривизны. Переменность радиуса кривизны галтели повышает несущую способность вала на 10%. Галтели с подвнутрением увеличивают длину базирования ступиц.
Повышение прочности валов в переходных сечениях достигается также удалением малонапряженного материала: выполнением разгрузочных канавок и высверливанием отверстий в ступенях большого диаметра. Эти мероприятия обеспечивают более равномерное распределение напряжений и снижают концентрацию напряжений
Форма вала по длине определяется распределением нагрузок, т.е. эпюрами изгибающих и крутящих моментов, условиями сборки и технологией изготовления. Переходные участки валов между ступенями разных диаметров нередко выполняют с полукруглой канавкой для выхода шлифовального круга.
Посадочные концы валов, предназначенные для установки деталей, передающих вращающий момент в машинах, механизмах приборах стандартизованы. ГОСТ устанавливает номинальные размеры цилиндрических валов двух исполнений (длинные и короткие) диаметров от 0,8 до 630 мм, а также рекомендуемые размеры концов валов с резьбой. ГОСТ устанавливает основные размеры конических концов валов с конусностью 1:10 также двух исполнений (длинные и короткие) и двух типов (с наружной и внутренней резьбой) диаметров от 3 до 630 мм.
"Горцы валов для облегчения насадки деталей, во избежание обмятий и повреждения рук рабочих выполняют с фасками.
Материалы и термообработка
Выбор материала и термической обработки валов и осей определяется критериями их работоспособности.
Основными материалами для валов и осей служат углеродистые и легированные стали благодаря высоким механическим характеристикам, способности к упрочнению и легкости получения цилиндрических заготовок прокаткой.
Для большинства валов применяют среднеуглеродистые и легированные стали 45, 40Х. Для высоконапряженных валов ответственных машин применяют, легированные стали 40ХН, 40ХНГМА, 30ХГТ, 30ХГСА и др. Валы из этих сталей обычно подвергают улучшению, закалке с высоким отпуском или поверхностной закалке с нагревом ТВЧ и низким отпуском.
Для изготовления фасонных валов - коленчатых, с большими фланцами и отверстиями - и тяжелых валов наряду со сталью применяют высокопрочные чугуны (с шаровидным графитом) и модифицированные чугуны.
Расчет валов и осей
Валы испытывают действие напряжений изгиба и кручения, оси - только изгиба.
В процессе работы валы испытывают значительные нагрузки, поэтому для определения оптимальных геометрических размеров необходимо выполнить комплекс расчетов, включающий в себя определение:
Статической прочности;
Усталостной прочности;
Жесткости при изгибе и кручении.
При высоких скоростях вращения необходимо определять частоты собственных колебаний вала для того, чтобы предотвратить попадание в резонансные зоны. Длинные валы проверяют на устойчивость.
Расчет валов производится в несколько этапов.
Для выполнения расчета вала необходимо знать его конструкцию (места приложения нагрузки, расположение опор и т.п.) В то же время разработка конструкции вала невозможна без хотя бы приближенной оценки его диаметра. На практике обычно используют следующий порядок расчета вала:
1. Предварительно оценивают средний диаметр из расчета только на кручение при пониженных допускаемых напряжениях (изгибающий момент пока не известен, т.к. неизвестны расположение опор и места приложения нагрузок).
Напряжение кручения
Где Wp- момент сопротивления сечения, мм.
Предварительно оценить диаметр вала можно также ориентируясь на диаметр того вала, с которым он соединяется,(валы передают одинаковый момент Т). Например, если вал соединяется с валом электродвигателя (или другой машины) то диаметр его входного конца можно принять равным или близким к диаметру выходного конца вала электродвигателя.
2.Основной расчет вала.
После оценки диаметра вала разрабатывают его конструкцию. Длину участков вала, а, следовательно, плечо приложения силы возьмем из компоновки. Предположим, что нам нужно рассчитать диаметр вала, на котором сидит косозубая шестерня. Вычертим схему нагружений вала. Для этого вала, учитывая наклон зубьев шестерни и направление момента Т, левую опору заменяем шарнирно-неподвижной, а правую - шарнирно-под-вижной. Расчетные нагрузки рассматривают обычно как сосредоточенные, хотя действительные нагрузки не являются сосредоточенными, они распределены по длине ступицы, ширине подшипника. В нашем примере вал нагружен силами Ft, Fa. Fr, действующими в полюсе зацепления и крутящим моментом Т. Осевая сила Fa дает в вертикальной плоскости моментОсновной расчет валов и осей заключается в построении эпюр изгибающих моментов в горизонтальной и вертикальной плоскостях, построении эпюры результирующих моментов, эпюры крутящих моментов, эпюры эквивалентных моментов, определении опасных сечений.
3 этап расчета - проверочный расчет заключается в определении коэффициента запаса прочности в опасных сечениях
- коэффициенты запаса прочности по нормальным и касательным напряжениям
пределы выносливости материалов.- эффективные коэффициенты концентрации напряжений.
- масштабный фактор (зависит от диаметра вала).
- коэффициент упрочнения. - коэффициенты чувствительности материала, зависят от механических характеристик.- переменные составляющие напряжений.
- постоянные составляющие напряжений.
Расчет на жесткость
Прогиб осей и валов отрицательно влияет на работу подшипников и зацепления зуб- чатых передач. Жесткость характеризуется максимальным углом поворота оси или вала
и прогибом Необходимая жесткость обеспечивается, если действительные значения и не превышают допустимых . При больших углах поворота в подшипниках скольжения защемляется вал (особенно при большой длине подшипника и цапфы), а у подшипников качения может разрушиться сепаратор. Большие прогибы ухудшают условия работы зубчатых передач (особенно при несимметричном расположении шестерни).Допустимые значения углов поворота под шестерней [
Прежде чем разбираться, чем отличаются между собой вал и ось, следует иметь четкое представление о том, что, собственно, представляют собой эти детали, для чего и где они используются и какие функции выполняют. Итак, как известно, валы и оси предназначены для удержания на них вращающихся деталей.
Определение
Вал - это деталь механизма, имеющая форму стержня и служащая для передачи на другие детали этого механизма крутящего момента, тем самым создавая общее вращательное движение всех расположенных на нем (на валу) деталей: шкивов, эксцентриков, колес и др.
Ось - это деталь механизма, предназначенная для соединения и скрепления между собой деталей данного механизма. Ось воспринимает только поперечные нагрузки (напряжение изгиба). Оси бывают неподвижные и вращающиеся.
 Ось
Ось Сравнение
Основное отличие оси от вала состоит в том, что ось не осуществляет передачу крутящего момента на другие детали. На нее оказывают воздействие только поперечные нагрузки, и она не испытывают сил кручения.
Вал, в отличие от оси, передает полезный крутящий момент деталям, которые на нем закреплены. Кроме того, оси бывают как вращающимися, так и неподвижными. Вал же вращается всегда. Большинство валов можно разделить по геометрической форме оси на прямые, кривошипные (эксцентриковые) и гибкие. Также бывают валы коленчатые или непрямые, которые служат для преобразования возвратно-поступательных движений во вращательные. Оси же по своей геометрической форме бывают только прямыми.
Выводы сайт
- Ось несет вращающиеся части механизма, не передавая им никакого крутящего момента. Вал передает другим деталям механизма полезный крутящий момент, так называемое вращающееся усилие.
- Ось может быть как вращающейся, так и неподвижной. Вал бывает только вращающимся.
- Ось имеет только прямую форму. Вал по форме может быть прямым, непрямым (коленчатым), эксцентриковым и гибким.
ВАЛЫ и ОСИ НАЗНАЧЕНИЕ Валы и оси предназначены для направления и поддерживания в пространстве вращающихся деталей (зубчатые колеса, шкивы, блоки, звездочки и др.). Они различаются между собой по условиям работы. ОСЬ не передает вращающего момента и работает только на изгиб. Она может быть вращающейся или неподвижной. ВАЛ всегда вращается и всегда передает вращающий момент, работает в основном на изгиб и кручение. Некоторые валы не поддерживают вращающиеся детали и работают только на кручение. Например карданные валы автомобилей, гибкие валы в приводах механизированного инструмента и т. д.
 ОСИ Конструкция узла с вращающейся осью: Конструкция узла с неподвижной осью: 1 – ходовое колесо; 2 – шпонка; 3 – ось; 4 – конические роликоподшипники 1 – канатный блок; 2 – ось; 3 – стопорные планки; 4 – обойма блока
ОСИ Конструкция узла с вращающейся осью: Конструкция узла с неподвижной осью: 1 – ходовое колесо; 2 – шпонка; 3 – ось; 4 – конические роликоподшипники 1 – канатный блок; 2 – ось; 3 – стопорные планки; 4 – обойма блока

 КОНСТРУКЦИИ ХОДОВЫХ КОЛЕС КРАНОВ б а а – на неподвижной оси: 1 – колесо; 2 – ось; 3 – зубчатая передача б – на вращающейся оси
КОНСТРУКЦИИ ХОДОВЫХ КОЛЕС КРАНОВ б а а – на неподвижной оси: 1 – колесо; 2 – ось; 3 – зубчатая передача б – на вращающейся оси
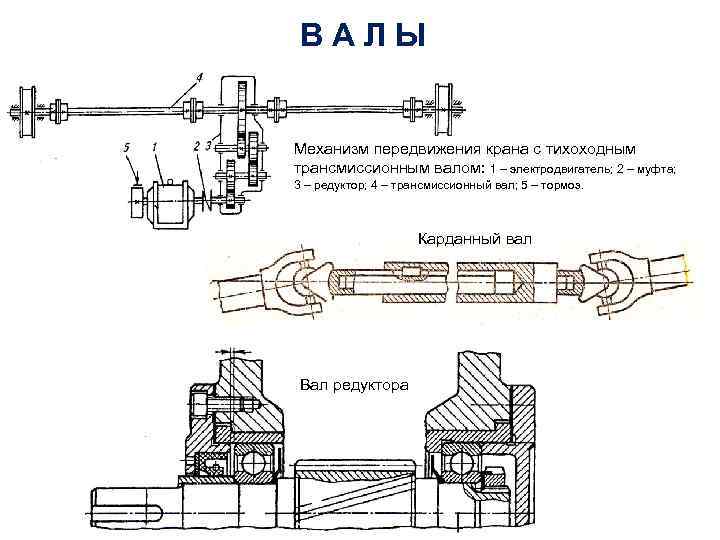 ВАЛЫ Механизм передвижения крана с тихоходным трансмиссионным валом: 1 – электродвигатель; 2 – муфта; 3 – редуктор; 4 – трансмиссионный вал; 5 – тормоз. Карданный вал Вал редуктора
ВАЛЫ Механизм передвижения крана с тихоходным трансмиссионным валом: 1 – электродвигатель; 2 – муфта; 3 – редуктор; 4 – трансмиссионный вал; 5 – тормоз. Карданный вал Вал редуктора
 КЛАССИФИКАЦИЯ ВАЛОВ По форме поперечных сечений валов а – цилиндрическое сплошное б – цилиндрическое полое в – со шпоночной канавкой г – с шлицевыми канавками д – профильное
КЛАССИФИКАЦИЯ ВАЛОВ По форме поперечных сечений валов а – цилиндрическое сплошное б – цилиндрическое полое в – со шпоночной канавкой г – с шлицевыми канавками д – профильное
 По назначению Ø Валы передач – несущие зубчатые колеса, шкивы, звездочки и другие детали. Ø Коренные валы – кроме деталей передач несут еще рабочие органы машин или орудий (диски турбин, зажимные патроны токарных и расточных станков др.) По форме геометрической оси Ø Прямые Ø Коленчатые – используются не только для передач вращающегося момента, но и для преобразования возвратнопоступательного движения во вращательное Ø Гибкие, с изменяемой формой геометрической оси. Применяются в приводах, приборах, зубоврачебных бурмашинах и др.
По назначению Ø Валы передач – несущие зубчатые колеса, шкивы, звездочки и другие детали. Ø Коренные валы – кроме деталей передач несут еще рабочие органы машин или орудий (диски турбин, зажимные патроны токарных и расточных станков др.) По форме геометрической оси Ø Прямые Ø Коленчатые – используются не только для передач вращающегося момента, но и для преобразования возвратнопоступательного движения во вращательное Ø Гибкие, с изменяемой формой геометрической оси. Применяются в приводах, приборах, зубоврачебных бурмашинах и др.

 ОПОРНЫЕ УЧАСТКИ ВАЛОВ Вал 1 имеет большое число опор называемых подшипниками 2. Часть вала, охватываемую опорой, называют цапфой. Концевые цапфы называют шипами 3, а промежуточные шейками 4.
ОПОРНЫЕ УЧАСТКИ ВАЛОВ Вал 1 имеет большое число опор называемых подшипниками 2. Часть вала, охватываемую опорой, называют цапфой. Концевые цапфы называют шипами 3, а промежуточные шейками 4.



 ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ ü Высокие прочностные характеристики. ü Малая чувствительность к концентрации напряжений ü Способность подвергаться термической и химико-термической обработке ü Хорошая обрабатываемость
ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ ü Высокие прочностные характеристики. ü Малая чувствительность к концентрации напряжений ü Способность подвергаться термической и химико-термической обработке ü Хорошая обрабатываемость
 МАТЕРИАЛЫ И ТЕРМООБРАБОТКА ВАЛОВ Назначение вала Марка стали Вид термообработки Малонагруженные валы и оси, диаметры которых в основном определяются жесткостью Углеродистые стали: Ст. 3, Ст. 4, Ст. 5 Без термообработки Валы и оси с повышенными требованиями к несущей способности шлицев и цапф Среднеуглеродистые и легированные стали: 35, 40, 45, 40 Х, 40 Н и др. Улучшение до твердости Н=250… 320 НВ Валы и оси при требовании высокой износостойкости: - опоры скольжения; - вал-шестерни Малоуглеродистые конструкционные стали: - качественные 15, 20; - легированные 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА и др. Цементация и закалка до твердости Н=58… 63 НRc Тяжелонагруженные валы Легированные стали: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА и др.
МАТЕРИАЛЫ И ТЕРМООБРАБОТКА ВАЛОВ Назначение вала Марка стали Вид термообработки Малонагруженные валы и оси, диаметры которых в основном определяются жесткостью Углеродистые стали: Ст. 3, Ст. 4, Ст. 5 Без термообработки Валы и оси с повышенными требованиями к несущей способности шлицев и цапф Среднеуглеродистые и легированные стали: 35, 40, 45, 40 Х, 40 Н и др. Улучшение до твердости Н=250… 320 НВ Валы и оси при требовании высокой износостойкости: - опоры скольжения; - вал-шестерни Малоуглеродистые конструкционные стали: - качественные 15, 20; - легированные 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА и др. Цементация и закалка до твердости Н=58… 63 НRc Тяжелонагруженные валы Легированные стали: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА и др.
 ВИДЫ ПОВРЕЖДЕНИЙ ВАЛОВ Поломки валов в зоне концентраций напряжений. Возникают из-за понижения усталостной прочности вследствие действия переменных напряжений. Причины – неправильный выбор конструктивной формы деталей (галтель), нарушение технологии изготовления (надрезы, следы обработки и т. д.), нарушение норм технической эксплуатации (неправильная регулировка подшипников, уменьшение необходимых зазоров). Чаще всего поломки происходят в зоне расположения концентраторов напряжений (шпоночные пазы, галтели, отверстия, напрессовки и др.). Смятие рабочих поверхностей (пазов, шпонок, шлицев, износ шлицев в подвижных соединениях и другие виды поверхностных повреждений). Фрикционная коррозия и концентрация давления на участках, расположенных около торцов ступицы (возникают предпосылки к возникновению очагов усталостного разрушения. Недостаточная жесткость валов и осей на изгиб и кручение. Разрушения в следствие поперечных или крутильных колебаний.
ВИДЫ ПОВРЕЖДЕНИЙ ВАЛОВ Поломки валов в зоне концентраций напряжений. Возникают из-за понижения усталостной прочности вследствие действия переменных напряжений. Причины – неправильный выбор конструктивной формы деталей (галтель), нарушение технологии изготовления (надрезы, следы обработки и т. д.), нарушение норм технической эксплуатации (неправильная регулировка подшипников, уменьшение необходимых зазоров). Чаще всего поломки происходят в зоне расположения концентраторов напряжений (шпоночные пазы, галтели, отверстия, напрессовки и др.). Смятие рабочих поверхностей (пазов, шпонок, шлицев, износ шлицев в подвижных соединениях и другие виды поверхностных повреждений). Фрикционная коррозия и концентрация давления на участках, расположенных около торцов ступицы (возникают предпосылки к возникновению очагов усталостного разрушения. Недостаточная жесткость валов и осей на изгиб и кручение. Разрушения в следствие поперечных или крутильных колебаний.
 КРИТЕРИИ РАБОТОСПОСОБНОСТИ ВАЛОВ Прочность Жесткость Виброустойчивость Износостойкость Основным критерием работоспособности тихоходных валов является статическая прочность
КРИТЕРИИ РАБОТОСПОСОБНОСТИ ВАЛОВ Прочность Жесткость Виброустойчивость Износостойкость Основным критерием работоспособности тихоходных валов является статическая прочность



 ТОЧКИ ОПОРЫ ВАЛА а – на радиальном подшипнике; б – на радиально-упорном подшипнике; в – на двух подшипниках в одной опоре; г – на подшипнике скольжения
ТОЧКИ ОПОРЫ ВАЛА а – на радиальном подшипнике; б – на радиально-упорном подшипнике; в – на двух подшипниках в одной опоре; г – на подшипнике скольжения
 СХЕМЫ НАГРУЖЕНИЯ ВАЛА. ЭПЮРЫ ИЗГИБАЮЩИХ И ВРАЩАЮЩЕГО МОМЕНТОВ По ГОСТ 16162 -85 для входных и выходных валов одноступенчатых цилиндрических и конических редукторов и для быстроходных валов редукторов любого типа Для тихоходных валов двух- и трехступенчатых редукторов, а также червячных передач где Т – вращающий момент на валу.
СХЕМЫ НАГРУЖЕНИЯ ВАЛА. ЭПЮРЫ ИЗГИБАЮЩИХ И ВРАЩАЮЩЕГО МОМЕНТОВ По ГОСТ 16162 -85 для входных и выходных валов одноступенчатых цилиндрических и конических редукторов и для быстроходных валов редукторов любого типа Для тихоходных валов двух- и трехступенчатых редукторов, а также червячных передач где Т – вращающий момент на валу.
 ПОРЯДОК РАСЧЕТА ВАЛОВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ Составляют расчетную схему Определяют реакции опор в горизонтальной и вертикальной плоскостях Строят эпюры изгибающих моментов и эпюры крутящего момента Геометрически суммируют моменты Для опасных сечений (где наибольшие суммарные моменты) рассчитывают диаметры и окончательно разрабатывают конструкцию вала. Так как валы работают в условиях изгиба и кручения, а напряжения от осевых сил малы, то эквивалентное напряжение в точке наружного волокна согласно энергетической теории прочности определяют по формуле где; - расчетные напряжения на изгиб и кручение - осевой и полярный моменты сечения вала
ПОРЯДОК РАСЧЕТА ВАЛОВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ Составляют расчетную схему Определяют реакции опор в горизонтальной и вертикальной плоскостях Строят эпюры изгибающих моментов и эпюры крутящего момента Геометрически суммируют моменты Для опасных сечений (где наибольшие суммарные моменты) рассчитывают диаметры и окончательно разрабатывают конструкцию вала. Так как валы работают в условиях изгиба и кручения, а напряжения от осевых сил малы, то эквивалентное напряжение в точке наружного волокна согласно энергетической теории прочности определяют по формуле где; - расчетные напряжения на изгиб и кручение - осевой и полярный моменты сечения вала
 РАСЧЕТ ВАЛОВ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ Выполняют как проверочный в форме определения коэффициентов запасов прочности где S , S - коэффициенты запаса прочности соответственно по напряжениям изгиба и кручения; [s] = 2… 2, 5 - допустимый коэффициент запаса прочности. где σ-1 , -1 - пределы выносливости материала при изгибе и кручении; К D , K D - коэффициенты концентрации напряжений, учитывающие влияние всех факторов на сопротивление усталости; σа, а - амплитуды напряжений; , - коэффициенты, характеризирующие чувствительность материала к ассиметрии цикла напряжений; σm , m - постоянные составляющие цикла изменения напряжений.
РАСЧЕТ ВАЛОВ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ Выполняют как проверочный в форме определения коэффициентов запасов прочности где S , S - коэффициенты запаса прочности соответственно по напряжениям изгиба и кручения; [s] = 2… 2, 5 - допустимый коэффициент запаса прочности. где σ-1 , -1 - пределы выносливости материала при изгибе и кручении; К D , K D - коэффициенты концентрации напряжений, учитывающие влияние всех факторов на сопротивление усталости; σа, а - амплитуды напряжений; , - коэффициенты, характеризирующие чувствительность материала к ассиметрии цикла напряжений; σm , m - постоянные составляющие цикла изменения напряжений.
 ХАРАКТЕР ИЗМЕНЕНИЯ НАПРЯЖЕНИЙ В ВАЛАХ Симметричный цикл напряжений Отнулевой цикл напряжений Постоянные по величине и направлению нагрузки вызывают во вращающихся валах переменные напряжения изгиба, меняющиеся по симметричному циклу с амплитудой σа и средним напряжением σm Изменение напряжений кручения в расчетах принимают по отнулевому циклу
ХАРАКТЕР ИЗМЕНЕНИЯ НАПРЯЖЕНИЙ В ВАЛАХ Симметричный цикл напряжений Отнулевой цикл напряжений Постоянные по величине и направлению нагрузки вызывают во вращающихся валах переменные напряжения изгиба, меняющиеся по симметричному циклу с амплитудой σа и средним напряжением σm Изменение напряжений кручения в расчетах принимают по отнулевому циклу
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Описание конструкции и назначение детали
Оси служат для поддержания вращающихся вместе с ними или на них различных деталей машин и механизмов. Вращение оси вместе с установленными на ней деталями осуществляется относительно ее опор, называемых подшипниками. Примером не вращающейся оси может служить ось блока грузоподъемной машины, а вращающейся оси - вагонная ось. Оси воспринимают нагрузку от расположенных на них деталей и работают на изгиб.
Конструкция оси, ее размеры и жесткость, технические требования, программа выпуска - основные факторы, определяющие технологию изготовления и применяемое оборудование.
Все шейки оси представляют собой поверхности вращения относительно высокой точности. Это определяет целесообразность применения токарных операций только для их предварительной обработки, а окончательную обработку с целью обеспечения заданной точности размеров и шероховатости поверхностей следует выполнять шлифованием. Для обеспечения высоких требований к точности расположения шеек оси их окончательную обработку необходимо осуществить за одну установку или, в крайнем случае, на одних и тех же базах.
Деталь представляет собой тело вращения и состоит из простых конструктивных элементов, представленных в виде тел вращения круглого сечения различного диаметра и длины. Длина оси составляет 370 мм, максимальный диаметр равен 50 мм, минимальный - 48, максимальный диаметр отверстия 14Н12 (+0,18), а минимальный - 10 мм.
По рис. видно, что деталь ось имеет следующие поверхности:
Поверхность 1 и 2 рис. 1: квадрат со стороной 40d11 мм и отклонениями верхнее -0,08, нижнее -0,24, шероховатостью Ra = 6,3 мкм.
Поверхность 3 и 5 рис. 1: диаметр 50d11 мм и отклонениями верхнее -0,08, нижнее -0,24; шероховатостью Ra = 6,3 мкм
Поверхность 4 рис. 1: диаметр 48 мм; шероховатостью Ra = 6,3 мкм.
Поверхность 6 рис. 1: отверстие диаметром 14Н12; верхнее отклонения +0.18, резьбу К3/8; шероховатость Ra = 3,2 мкм
Почти все поверхности оси относятся к основным, потому что сопрягаются с соответствующими поверхностями других деталей машин или же непосредственно участвуют в рабочем процессе машины. Это объясняет достаточно высокие требования к точности обработки детали и степени шероховатости, указанные на чертеже.
Можно отметить, что конструкция детали полностью отвечает ее служебному назначению. Но принцип технологичности конструкции состоит не только в удовлетворении эксплуатационных требований, но также и требований наиболее рационального и экономичного изготовления изделия.
Деталь имеет поверхности легкодоступные для обработки; достаточная жесткость детали позволяет обрабатывать ее на станках с наиболее производительными режимами резания. Данная деталь является технологичной, так как содержит простые профили поверхностей, ее обработка не требует специально разработанных приспособлений и станков. Поверхности оси обрабатываются на токарном, сверлильном, фрезерном и шлифовальном станках. Необходимая точность размеров и шероховатость поверхностей достигаются относительно небольшим набором несложных операций, а также набором стандартных резцов, фрез и кругов для шлифования.
2. Материал заготовки
Химический состав стали40Х ГОСТ4543 представлен в таблице 1.
Таблица 1
Заготовка детали «ось» выполнена из конструкционно легированной стали марки Сталь40Х ГОСТ4543.
Из таблицы 1 видно, что в химическом составе стали40Х ГОСТ4543 максимальный процент содержания Хрома (Cr) - 0.80 - 1.10, а минимальный Фосфора (P) - 0.035 и Серы (S) - 0.035.
Механические свойства стали40Х ГОСТ4543 представлены таблице 2.
Таблица 2
Физические свойства стали40Х ГОСТ4543 представлены в приложение 1.
Технологический маршрут обработки детали «ось»
|
Наименование оборудования |
Режимы резания |
Время\мин |
||||
|
Заготовительная Выбрать заготовку круг ш 60 мм Сталь 40Х ГОСТ4543 Отрезать заготовку в размер 380 мм |
Ленточно-пильный станок |
|||||
|
Токарная Подрезать торец Точить (черновое) наружный ш 52 мм и наружный ш 49 мм на расстояние 140 мм сверлить отв ш 14Н на глубину 205 мм нарезать резьбу К 3/8? |
Токарный станок 16К20 резец отрезной т5к10 Резец проходной Т15К6 Сверло ш 14 мм Метчик К 3/8"" для конической резьбы Р6М5 |
|||||
|
Сверлить отв. ш 10 |
сверлильный вертикальный станок 2Н135 сверло ш 10 мм |
|||||
|
Фрезерная Фрезеровать квадрат с 2-х сторон в размер 60 мм со стороной 40d11 ((-0.08)/(-0.24)) |
||||||
|
Термо. обработка |
||||||
|
Токарная (чистовая) Точить до ш 50d11 в размер 55 мм и до ш 48 мм в размер 140 мм |
Токарный станок 16К20 |
|||||
|
Слесарная Притупить острые кромки |
напильник |
|||||
|
Контрольная |
Проверить на соответствие заданным параметрам |
Операция 005 отрезать заготовку в размер 380 мм. Оборудование ленточнопильный станок - это оборудования для резки металлического профиля разного сечения и диаметра методом пиления на заготовки разной длины. Перечень материалов подлежащих распиливанию с использованием ленточнопильных станков - это сталь и её сплавы. Метод базирования зажим в тески.
Операция 010 Токарная подрезать торец, точить (черновое) наружный ш 52 мм и наружный ш 48 мм на расстояние 140 мм сверлить отв ш 14Н12 (+0.18) на глубину 205 мм нарезать резьбу К 3/8?. Оборудование: токарный станок 16К20 представляет собой универсальный токарно-винторезный агрегат, на котором можно производить точения материалов в виде тел вращения, нарезание модульной, метрической, а также осуществлять широкий спектр токарных процедур (сверление с использованием разных видов сверл, зенкерование и так далее) с изделиями из горячекатаного и холоднокатаного проката. Базирования при точении в центрах, при сверлении отверстия ш 14Н12 (+0.18) и нарезания резьбы К 3/8? зажать в трехкулачковый патрон.
Резец токарный отрезной Т5К10, 32х20х170 мм, ГОСТ 18884-73
Пластина твердый сплав Т5К10
Резец проходной Т15К6 20х30х170 2102-0059
Резец токарный проходной прямой (правые и левые) с пластиной из твердого сплава Т15К6, ГОСТ 18878, применяется при обтачивании наружных поверхностей и фасок исполнение угол ц45°угол врезки 10°
Метчик К3/8 машинно-ручной для конической дюймовой резьбы ГОСТ 6227 область применения - нарезание внутренней конической дюймовой резьбы с углом профиля 60° машинным или ручным способом.
Операция 015 сверлильная, сверлить отв. ш 10. Оборудование вертикально-сверлильный станок 2Н135, с помощью которого могут одинаково успешно выполняться операции сверления, рассверливания и развертывания отверстий, а также подрезки торцов и зенкерования. Станки 2Н135 удобны в использовании и благодаря тому, что при помощи коробки подач и скоростей шпинделя можно подбирать оптимальные режимы получения и обработки отверстий с различными параметрами и в материалах с разными характеристиками.
Сверло - это режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала.
Операция 020 Фрезерная, фрезеровать квадрат с 2-х сторон в размер 60 мм со стороной 40d11 ((-0.08)/(-0.24)). Оборудование станок горизонтально-фрезерный X6132 многофункциональный аппарат, предназначенный для различной обработки металлических деталей. Он способен обрабатывать плоские, ступенчатые поверхности, прорезать канавки и нарезать шестеренки при помощи цилиндрических, угловых, концевых, фасонных, сферических фрез. Усиленная конструкция станка позволяет загружать тяжелые заготовки весом до 500 кг. Хорошая производительность обусловлена высокой мощностью и широким диапазоном скоростей обработки. Применение современного режущего инструмента позволяет добиться более высоких результатов.
Концевая фреза, материал - быстрорежущая сталь Р18, число зубьев - 18. Производительность концевой фрезы невелика, и описанный метод фрезерования граней квадрата может быть рекомендован для мелкосерийного производства.
Операция 025 термообработка твердость по Роквеллу 34…42 HRCз
Операция 030 токарная (чистовая) точить до ш 50d11 в размер 55 мм
Оборудования токарный станок 16К20. Базирования в центрах.
Операция 035 слесарная притупить кромки. Оборудование напильник.
Операция 040 контрольная проверить на соответствие заданным параметрам.
Оборудование ШЦТ-1 - универсальный, губки у которого располагаются в одну сторону и изготавливаются из твердосплавных материалов; для проверки внутренней резьбы используется резьбовой калибр-пробка.
3. Определение типа производства
Характер технологического процесса в значительной мере зависит от типа производства деталей (единичное, серийное, массовое). Это обусловлено тем, что в различных типах производств экономически целесообразно использование различного по степени универсальности, механизации и автоматизации оборудования, приспособлений, различного по 2 сложности и универсальности режущего и измерительного инструмента. В зависимости от вида производства существенно изменяются и организационные структуры цеха: расстановка оборудования, системы обслуживания рабочих мест, номенклатура деталей. По таблице 4 устанавливаем предварительно тип производства в зависимости от веса и количества деталей, подлежащих изготовлению в течение года.
Таблица 4. Тип производства
|
Масса детали, кг. |
Тип производства |
|||||
|
Единичное |
Мелкосерийное |
Среднесерийное |
Крупносерийное |
Массовое |
||
Серийное производство условно подразделяется на мелкосерийное, среднесерийное и крупносерийное, в зависимости от количества деталей в серии. Таким образом, имея годовой выпуск продукции 350 штук/год, наше производство является мелкосерийное.
Базирование заготовки
010 Операция токарная (черновая)
Оборудование
Станок токарно-винторезный модели 16К20: Таблица 5
Таблица 5
Приспособление
Центра вращающиеся по ГОСТу 8742-92.
Инструмент режущий
Резец токарный отрезной Т5К10, 32х20х170 мм, ГОСТ 18884-73 пластина твердый сплав Т5К10, резец проходной Т15К6 20х30х170 2102-0059, резец токарный проходной прямой (правые и левые) с пластиной из твердого сплава Т15К6, ГОСТ 18878.
Инструмент мерительный
Штангенциркуль ШЦ-I по ГОСТ 166-80, предел измерения 0-125 мм, цена деления 1 мм, точность измерения 0,1 мм.
4. Режимы резания
а) Первый переход. Точить деталь поверху начерно до Ш52 на длине l=370 мм; Rа=12,5 мкм.
1) Глубина резания для торцевой поверхности t = 5 мм.
2) Подача по справочнику sп = 0,45 мм/об.
3) Скорость резания v, м/мин.
где Сv=350 - Учитывает обрабатываемый материал и материал режущей части резца;
m = 0,2 xV=0,15 yV = 0,35 - показатели степеней;
Т = 60 - стойкость резца, мин;
Кv - скоростной коэффициент
где КПV =0,96 - состояние поставки заготовки;
КИV =0,65 - материал режущей части;
КМV =0,90 - обрабатываемый материала;
К=0,70 - коэффициент параметра резца;
Кг=0,97 - коэффициент параметра резца.
0,96·0,65·0,90·0,70·0,97=0,38
Все значения коэффициентов выбраны согласно рекомендации справочника.
4) Число оборотов шпинделя.
5) Частота вращения шпинделя по паспорту n=1000 об/мин.
7) Сила резания.
Рz=Срz·tхр·syp·vпр·кр,
где kр - коэффициент силовой
где k1=1,04 - обрабатываемый материал.
k2=0,89 - главный угол в плане
kp=1,04·0,89=0,93
Ср=3200 - обрабатываемый материал и материал режущей части
Рz=3000·4,51,0·0,650,75·56,54-0,15·0,93=5424 Н
8) Эффективная мощность резания.
где з = 0,75 - к.п.д. станка.
NЭФ = 6,75 кВт 15 кВт = NCT.
9) Основное время на переход:
где у1=0 - величина врезания инструмента:
l - основная длина обработки, l=180 мм;
б) Второй переход.
Точить деталь поверху до Ш49 мм на длине l=140 мм, Rа=12,5 мкм
Режим резания принимаем согласно первому перехода.
Основное время.
Штучное калькуляционное время:
где Тпз=120 - подготовительно-заключительное время на операцию;
Оперативное время.
tоп=Уtо+Уtв,
Уtо=tо1+tо2=0,82+0,31=1,13 мин
где Уtп=20 - вспомогательное время на операцию, мин;
tоп=1,13+20=21,13 мин
Тштк= +=28.6 мин
в) Третий переход.
Сверлить отв ш 14Н12 (+0.18) мм на длину l=205 мм, Rа=12 мкм
Операция сверлильная
Оборудование
Сверлильный вертикальный станок 2Н135 технические характеристики вынесены в приложении 2.
Инструмент режущий
1. Сверла с диаметрами: 10 мм ГОСТу 2692-92. Материал сверл быстрорежущая сталь. Стойкость сверл Т=45 мин. Геометрические параметры: 2f=116°; г=2°; щ=30°; б=2-5°.
Мерительный инструмент
1. Штангенциркуль ШЦ-I ГОСТ 166-80, пределы измерения 0-125 мм, цена деления 1 мм, точность измерения 0,1 мм.
Расчет режимов резания
а) Первый переход. Сверлить отверстие диаметром 10 мм на длине l = 24 мм, Rа=12,5 мкм.
1) Глубина резания t=0,5d=5 мм.
3) Подача по паспорту станка s=0,25 об/мин.
4) Скорость резания V=20 м/мин.
5) Обороты шпинделя.
6) Частота вращения шпинделя по паспорту n=630 об/мин.
7) Действительная скорость резания:
8) Крутящий момент.
Ткр=см·Dдм·sqм·кр, (2.12)
где см - обрабатываемый материал и материал сверла взятый за эталон, см=0,345;
qм - показатель степени;
ум - показатель степени;
kмр - материал обрабатываемый, kмр=1,06.
Ткр=0,345·10І·0,250,8·1,06=12,1 Н·м
9) Мощность резания.
? , (2.5)
где з = 0,75 - к.п.д. станка.
NЭ =0,78 кВт 3 кВт = NCT.
10) Основное время на переход:
где у1=3 - величина врезания инструмента:
l - основная длина обработки, l=24 мм;
y2 - величина перебега инструмента, y2=0 мм;
Штучное калькуляционное время
где Т пз =50 - подготовительно-заключительное время на операцию
020 Операция фрезерная
Оборудование
Станок горизонтально-фрезерный X6132
Технические характеристики
Размер стола (Д х Ш), мм 1320х320
Промежуток х Ширина х Количество Т-образных пазов, мм х мм х шт. 18х3
Макс. вес заготовки, кг 500
Продольное перемещение, мм 700
Поперечное перемещение, мм 255
Вертикальное перемещение, мм 320
Диапазон продольной подачи, мм/мин 23.5~1180/18
Диапазон поперечной подачи, мм/мин 23.5~1180/1
Приспособления
Гидравлические призмы, ножи.
Инструмент режущий
Концевая фреза из быстрорежущей стали
Число режущих зубьев - 4.
Размеры: диаметр рабочей части - 10 мм
диаметр хвостовика - 10 мм
рабочая длина - 22 мм
общая длина - 72 мм.
Мерительный инструмент
Линейка металлическая ГОСТ 427-80, пределы измерения 0-40 мм, цена деления 1 мм.
Режимы резания
а) Первый переход. Фрезеровать деталь с двух сторон. Выдержать размер l=310 60 мм, Rа=6,3 мкм.
1) Глубина резания для торцевой поверхности t = 2 мм.
2) Подача sп = 0,12 мм/об.
3) Скорость резания v, м/мин.
где Сv=330 - учитывает обрабатываемый материал и материал режущей части резца;
m = 0,2 xV=0,1 yV = 0,2
qv=0,2 - показатели степеней по справочнику
Т = 120 - стойкость резца, мин;
Кf=0,87 - главный угол в плане;
КN=0,90 - состояние поставки заготовки;
КM =0,77 - обрабатываемый материал;
Кu =0,65 - материал режущей части фрезы;
120,8 м/мин
4) Частота вращения шпинделя.
где D - диаметр фрезы, D=10 мм
5) Частота вращения шпинделя по паспорту n=504 об/мин.
6) Действительная скорость резания:
v===126,6 м/мин
7) Минутная подача:
sм=sz·n·Z=0,12·10·504=604,8 мм/мин (2.3)
8) Минутная подача по паспорту Sмин=560 мм/мин
9) Действительная подача на зуб:
sz== = 0,06 мм/зуб
10) Сила резания.
где kp=1,31 - обрабатываемый материал.
Ср=8250; Хр=1,0; Yр=0,75; u=1,1; qv=1,3; щр=0,2
11) Усилие подачи.
Рх=0,3·Рz=0,3·2235=670,5 Н;
Рх=670,5 Н < 2400 Н = [Рх]
12) Эффективная мощность резания.
где з = 0,75 - к.п.д. станка.
NЭФ = 6,2 кВт 15 кВт = NCT.
13) Основное время на переход:
где у1 - величина врезания инструмента:
l - основная длина обработки, l=80 мм;
y2 - величина перебега инструмента, y2=5 мм;
015 Токарная чистовая
Оборудование
Станок токарно-винторезный модели 16К20ТС.
Техническую характеристику смотри в операции 010.
Инструмент режущий
Резец токарный проходной прямой, чистовой по ГОСТу 6743-93 тип 5, согласно рекомендации , материал режущей части Т15К6. Стойкость резца Т=60 мин; ВЧН=16Ч25 - сечение державки; f1=8; б=8 - задний угол; г =0 - передний угол; л = 0 - угол наклона лезвия; r = 2 мм - радиус при вершине резца; f=0,2 мм.
Инструмент мерительный
Линейка металлическая по ГОСТу 427-80, пределы измерения 0-125 мм, цена деления 1 мм.
Штангенциркуль ШЦ-I по ГОСТ 166-80, предел измерения 0-125 мм, цена деления 1 мм, точность измерения 0,1 мм
Режимы резания
Штучное калькуляционное время
где Тпз=60 - подготовительно-заключительное время на операцию
Оперативное время.
tоп=Уtо+Уtв,
где Уtо - сумма основного времени, мин;
Уtо=tо1+tо2+tо3+tо4+tо5=1,13+1,8+0,9+0,71+0,1=4,64 мин
где Уt в =24 - вспомогательное время на операцию, мин;
5. Назначение и устройство станочного приспособления
деталь технический ось заготовка
Рассмотрим спроектированное в рамках данной курсовой работы станочное приспособление (рисунок 2). Станочное приспособление предназначено для крепления заготовок устанавливаемых по наружному и внутреннему диаметру.
Предварительную настройку кулачков 15 на заданный размер производят перестановкой их по рифленой поверхности 14. Благодаря плоскому соединению тяги 11 с муфтой 13 кулачки могут самоустанавливаться, в результате чего достигается равномерность зажима заготовки. Привод пневматический.
Патрон трехкулачковый
Расчет приспособления
Исходными данными для расчета приспособления является сила резания и крутящий момент.
Расчет выполняем для операции 010 - токарная.
Силу резания = 1060,85 Н.
Главная составляющая силы резания Pz образует момент резания.
А момент трения Мтр определим по формуле:
Составляем уравнение моментов относительно оси x:
Составляем уравнение сил относительно оси x:
Наладка токарного станка
Наладка она включает в себя установку по операционной карте наладки заданных значений частоты вращения шпинделя и скорости подачи при перемещениях подвижных узлов станка (суппортов, столов и т.п.). С этой целью настраивают коробки скоростей и подач. Производят расстановку (или, при необходимости, проверку правильности расположения) электрических, гидравлических и пневматических упоров и преобразователей управления работой узлов, установку зажимных патронов и выверку правильности расположения режущего инструмента (настройки на размер) согласно операционному чертежу.
В процессе наладки и эксплуатации металлорежущих станков периодически осуществляют проверку их геометрической точности (например, биение шпинделя) на соответствие нормам, указанным в паспорте оборудования.
В процессе текущей наладки станка (подналадки) выполняют только ряд переходов, указанных выше (начиная с четвертого, кроме седьмого и восьмого). Время пуска оборудования в начале каждой смены должно составлять не более 0,5 ч.
Наладка фрезерного станка
Наладка фрезерного станка, осуществляют его подготовку к работе, которая состоит из проверки исправности и готовности станка к выполнению различных операций фрезерования. На холостом ходу проверяют выполнение станком команд по пуску и остановке электродвигателя, включение и выключение вращения шпинделя, включение и выключение механических подач стола.
Убедившись в исправности станка, приступают к его наладке. Методы наладки станков фрезерной группы рассмотрим на примере универсальных консольно-фрезерных станков с ручным управлением.
Наладка сверлильного станка
Перед началом работы на сверлильном станке необходимо произвести его наладку.
Под наладкой станка подразумеваются подготовительные работы по установке и выверке режущего инструмента и приспособлений для крепления обрабатываемых деталей, осмотр и пробный запуск станка, а также подбор и установка требуемого числа оборотов шпинделя и величины подачи инструмента, указанных в технологической карте или назначенных по специальным таблицам. В массовом и серийном производстве наладку станков обычно производят высококвалифицированные рабочие-наладчики, в мелкосерийном и индивидуальном - сами сверловщики.
Однако независимо от того, кто выполнял наладку станка, до начала работы станочник обязан осмотреть станок и опробовать его на холостом ходу. При этом следует проверить состояние шпинделя, который должен вращаться без биения и, так же как и стол станка, плавно перемещаться вверх и вниз.
При обнаружении каких-либо неисправностей станка следует сообщить о них мастеру или наладчику.
Размещено на Allbest.ru
...Подобные документы
Назначение и конструкция шестерни. Выбор станочных приспособлений и режущего инструмента. Анализ технологичности конструкции детали. Экономическое обоснование выбора заготовки. Описание конструкции, принципа работы и расчет станочного приспособления.
курсовая работа , добавлен 07.03.2012
Назначение и конструкция детали "Рычаг КЗК-10-0115301". Анализ технологичности конструкции детали. Обоснование метода получения заготовки. Расчет припусков на обработку, режимов резания, усилия зажима. Расчет станочного приспособления на точность.
курсовая работа , добавлен 17.06.2016
Устройство, принцип работы приспособления для обработки детали "Звездочка". Назначение режимов резания, определение сил резания. Расчет усилия закрепления детали. Расчет пневматического привода. Оценка экономической эффективности приспособления.
курсовая работа , добавлен 27.06.2015
Краткое описание и назначение детали "Стакан", анализ ее конструктивных особенностей и используемого материала. Обоснование способа получения заготовки, этапы ее производства и обработки. Расчет и конструирование специального станочного приспособления.
дипломная работа , добавлен 30.08.2009
Определение типа производства. Технологический контроль чертежа и анализ технологичности конструкции детали. Выбор и обоснование метода изготовления заготовки. Проектирование станочного приспособления. Назначение режущего и измерительного инструмента.
курсовая работа , добавлен 04.01.2014
Анализ механических свойств стали 19ХГН, ее химический состав. Рассмотрение технологического эскиза детали "Корпус". Основные особенности выбора технологических баз. Этапы проектирования станочного приспособления и расчета операционных размеров.
дипломная работа , добавлен 24.09.2012
Выбор маршрута обработки детали до выполняемой операции, обоснование схемы базирования и закрепления. Описание конструкции и принципа действия разработанного приспособления. Расчет силового элемента и параметров конструкции приспособления на прочность.
контрольная работа , добавлен 23.05.2013
Анализ технических требований, предъявляемых к детали "Втулка", определение типа производства и метода получения заготовки. Расчет припусков на механическую обработку поверхностей и обоснование режимов резания. Проектирование станочного приспособления.
дипломная работа , добавлен 08.11.2011
Расчет типа производства. Маршрут обработки детали "вал-шестерня". Операционный эскиз на данную операцию. Схема станочного приспособления, устройство и принцип работы. Расчет сил резания. Паспортные данные станка на заданную операцию. Сборочный чертеж.
курсовая работа , добавлен 26.02.2010
Назначение и технологические требования к конструкции изготавливаемой детали - шпинделя металлорежущего станка. Выбор, экономическое обоснование метода получения заготовки, расчет режимов резания. Разработка конструкции специального режущего инструмента.
Деталь, на которую насажены вращающиеся чести машины, реально осуществляющая геометрическую ось вращения этих частей, называется осью или валом.
Ось предназначена лишь для поддержания вращающихся деталей. Оси могут быть неподвижными относительно машины, либо вращаться вместе с насаженными на них деталями. В любом случае ось воспринимает лишь изгибающие нагрузки от усилий, действующих на вращающиеся части машин.
Вал, в отличие от оси, не только поддерживает вращающиеся детали, но и передает крутящий момент. Вследствие этого валы оказываются нагруженными не только изгибающими усилиями, но и крутящим моментом.
Крутящий момент связан с передаваемой мощностью и числом оборотов вала соотношением
где N - мощность, кВт;
n - число оборотов вала, об/мин.
По форме геометрической оси вала различают: прямые валы и коленчатые валы. Коленчатые валы обычно считают не типовой, а специальной конструкцией. Прямые валы могут быть гладкими, если имеют постоянный диаметр по всей длине, или ступенчатыми.
Особую группу составляют валы с изменяющейся формой геометрической оси - гибкие валы.
Опорные участки осей и валов называются цапфами. В зависимости от системы нагружения, направление опорных реакций может быть радиальным и осевым.

Цапфы, воспринимающие опорные реакции радиального направления, называются шипами, если они являются концевыми, или шейками, если они расположены на удалении от конца вала.
Цапфы, воспринимающие осевые опорные реакции, называются пятами. Одна и та же конструктивная задача может быть решена как с помощью вала, так и оси.

а - барабан насажен на неподвижную ось, зубчатое колесо для приведения вала во вращение закреплено на барабане; б - барабан закреплен на вращающейся оси; в - барабан закреплен на валу, зубчатое колесо тоже, вращающий момент с зубчатого колеса на барабан передается валом.
В случае "а " ось испытывает односторонний изгиб, в случае "б " нагрузка на ось - знакопеременная, поэтому диаметр оси должен быть больше. Но зато в варианте "б " легче доступ к подшипникам. Достоинством варианта "в " является свободный доступ к узлам трения, насадка зубчатого колеса на вал, а не на барабан упрощает конструкцию.
Диаметры посадочных мест осей и валов выбираются стандартные, что обеспечивает возможность использования стандартного измерительного инструмента и стандартных подшипников. Свободные размеры выбираются из ряда предпочтительных чисел.

Переход на ступенчатом валу с одного диаметра на другой осуществляется не резко, а с помощью галтели с целью уменьшения усталостных напряжений, возникающих при знакопеременной нагрузке.
Существенное снижение массы вала или оси при незначительном уменьшении момента сопротивления может быть достигнуто при использовании полого вала. Оси и валы - ответственные детали, обязательно подлежащие расчету на прочность. Ось считают на изгиб. Вал, помимо изгиба, проверяют на критическое число оборотов. В некоторых случаях помимо прочности требуется проверка вала на жесткость.
Поскольку валы и оси являются достаточно нагруженными элементами конструкции, для их изготовления используют материалы повышенной прочности. Так, если машина изготовлена из черных металлов, вал или ось изготавливают из стали 45, в нержавеющих стальных конструкциях - из 3Х13 и т.д. Следует заметить, что указанные марки сталей способны подвергаться закалке и другим методам термообработки.
Особую конструкцию представляют собою гибкие валы, применяемые для передачи движения между деталями, если в процессе работы изменяются относительное расположение их осей вращения. Пример : использование вибратора в бетонных работах.
Распространенной конструкцией является гибкий вал, состоящий из ряда последовательно навитых друг на друга слоев стальной проволоки. Первый от центра слой навивается на центральную проволоку - сердечник, который может быть затем извлечен из вала, либо оставлен внутри его. Конструктивно гибкий вал похож на многозаходную, многослойную винтовую пружину кручения с плотно прилегающими друг к другу витками и слоями. Смежные слои имеют противоположные направления навивки. Направление вращения вала должно быть таким, чтобы пружина, образующая внешний слой, закручивалась, а не раскручивалась.

